Rendelőprogramunkon csak cégek, vállalkozások, közületek, intézmények, szervezetek, egyéb nem természetes személyek adhatnak le rendelést! Magánszemélyek, természetes személyek nem rendelhetnek.
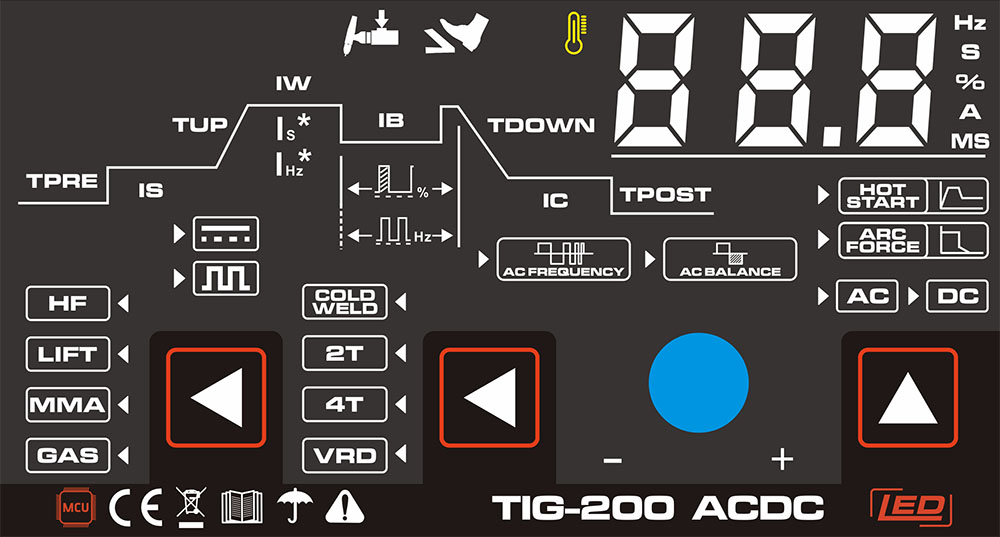
Mastroweld MASTRO TIG-200 AC/DC LED hegesztő inverter
200 A, HF gyújtás, AC/DC AWI funkció
Megrendelés előtt kérjük érdeklődjön a várható szállítási határidőről!

Egységár (darab):
Bruttó: 266.573 Ft
Nettó: 209.900 Ft
Cikkszám:
003200LEDMárka:
MastroweldA termék az alábbi kategóriákban található:
AC/DC AWI hegesztő inverterekLeírás
Garancia: 3 év (1+1+1 év, ami regisztrációhoz kötött)
HF (Nagyfrekvenciás) gyújtású, paraméterezhető AC/DC-S IMPULZUS AWI ÉS BEVONTELEKTRÓDÁS INVERTER
DIGITÁLIS VEZÉRLÉS
ALUMÍNIUM ANYAGOK HEGESZTÉSÉRE!
Nagy bekapcsolási idő.
VRD funkció - Az üresjárati feszültséget 25 V körüli értékre szabályozza, ezáltal lehetővé teszi pl. a tartályokban történő munkavégzést.
Intuitív LED kijelző.
Egyedi és kiemelkedő ívtulajdonságok, látványos eredményű balance állíthatóság.
Állítható HotStart és ArcForce.
COLD hegesztés.
Lábpedál használatának lehetősége (a lábpedál nem tartozik a szállítási terjedelembe).
DIGITÁLIS VEZÉRLÉS
ALUMÍNIUM ANYAGOK HEGESZTÉSÉRE!
Nagy bekapcsolási idő.
VRD funkció - Az üresjárati feszültséget 25 V körüli értékre szabályozza, ezáltal lehetővé teszi pl. a tartályokban történő munkavégzést.
Intuitív LED kijelző.
Egyedi és kiemelkedő ívtulajdonságok, látványos eredményű balance állíthatóság.
Állítható HotStart és ArcForce.
COLD hegesztés.
Lábpedál használatának lehetősége (a lábpedál nem tartozik a szállítási terjedelembe).
Funkciók
HF TIG, LIFT TIG, MMA, GÁZTESZT
HF TIG, LIFT TIG, MMA, GÁZTESZT
Üzemmódok
2/4 Takt, Cold hegesztés, VRD
AC / DC AWI
Impulzus
2/4 Takt, Cold hegesztés, VRD
AC / DC AWI
Impulzus
Állítható paraméterek
AC frekvencia: 40 - 200 Hz
AC egyensúly (balance): 20% - 80%
Gáz előöblítési idő: 0 - 1 s
Induló áram: 10 - 200 A
Felfutási idő: 0 - 5 s
Csúcsáram: 10 - 200 A
Impulzusszélesség: 5% - 100%
Impulzus frekvencia:
AC frekvencia: 40 - 200 Hz
AC egyensúly (balance): 20% - 80%
Gáz előöblítési idő: 0 - 1 s
Induló áram: 10 - 200 A
Felfutási idő: 0 - 5 s
Csúcsáram: 10 - 200 A
Impulzusszélesség: 5% - 100%
Impulzus frekvencia:
- DC TIG: 0,5 - 200 Hz
- AC TIG: 0,5 - 10 Hz
- AC TIG: 0,5 - 10 Hz
Alapáram: 10 - 200 A
Lefutási idő: 0 - 5 s
Kráteráram 10 - 200 A
Gáz utánöblítés 0,1 - 10 s
Hot-Start: 0 - 10%
Arc-Force: 0 - 10%
Cold hegesztési idő: 1 - 200 ms
Cold hegesztési frekvencia: 0 - 10 Hz
Impulzus-ráfordítási tényező.
Távirányítós pisztoly használat.
A készülék súlya: 8,7 kg
A csomag súlya: 13 kg
Lefutási idő: 0 - 5 s
Kráteráram 10 - 200 A
Gáz utánöblítés 0,1 - 10 s
Hot-Start: 0 - 10%
Arc-Force: 0 - 10%
Cold hegesztési idő: 1 - 200 ms
Cold hegesztési frekvencia: 0 - 10 Hz
Impulzus-ráfordítási tényező.
Távirányítós pisztoly használat.
A készülék súlya: 8,7 kg
A csomag súlya: 13 kg
Túlmelegedés védelem.
Túlfeszültség védelem.
Túlfeszültség védelem.
- kiváló ívkoncentráció
- ideális hegfürdő
- vékony anyag minőségi hegesztése
- szép pikkelyes varrat
- minimálisra csökkenthető wolframkopás
- ideális hegfürdő
- vékony anyag minőségi hegesztése
- szép pikkelyes varrat
- minimálisra csökkenthető wolframkopás
BALANSZ:
A balansz (vagy angolul balance) a váltóáramú (AC) AWI/TIG hegesztésnél (argon-védőgázas wolfram elektródás ívhegesztés) egy fontos beállítás, amely a váltóáram pozitív és negatív félperiódusainak arányát szabályozza.
Mit jelent ez?
Az AC TIG hegesztés során a váltóáram két fázisból áll:
Pozitív fázis (+): az ív oxidréteget bont le a munkadarabról (tisztítási szakasz, főleg alumíniumnál fontos).
Negatív fázis (-): a hő túlnyomó része a munkadarabba jut, ami mély beolvadást eredményez.
Hogyan hat a balansz beállítása?
Magas balansz (több + idő):
Jobb oxidréteg eltávolítás.
Kisebb beolvadás, nagyobb elektróda terhelés.
Alacsony balansz (több - idő):
Mélyebb beolvadás.
Kevésbé hatékony oxidréteg tisztítás.
Milyen értékekkel dolgoznak?
A balanszot %-ban adják meg (pl. 70% azt jelentheti, hogy a negatív fázis 70%-ban van jelen).
Általában 60-80% közötti értékeket használnak alumínium hegesztésénél, attól függően, hogy jobb tisztítás vagy mélyebb beolvadás szükséges.
A balansz (vagy angolul balance) a váltóáramú (AC) AWI/TIG hegesztésnél (argon-védőgázas wolfram elektródás ívhegesztés) egy fontos beállítás, amely a váltóáram pozitív és negatív félperiódusainak arányát szabályozza.
Mit jelent ez?
Az AC TIG hegesztés során a váltóáram két fázisból áll:
Pozitív fázis (+): az ív oxidréteget bont le a munkadarabról (tisztítási szakasz, főleg alumíniumnál fontos).
Negatív fázis (-): a hő túlnyomó része a munkadarabba jut, ami mély beolvadást eredményez.
Hogyan hat a balansz beállítása?
Magas balansz (több + idő):
Jobb oxidréteg eltávolítás.
Kisebb beolvadás, nagyobb elektróda terhelés.
Alacsony balansz (több - idő):
Mélyebb beolvadás.
Kevésbé hatékony oxidréteg tisztítás.
Milyen értékekkel dolgoznak?
A balanszot %-ban adják meg (pl. 70% azt jelentheti, hogy a negatív fázis 70%-ban van jelen).
Általában 60-80% közötti értékeket használnak alumínium hegesztésénél, attól függően, hogy jobb tisztítás vagy mélyebb beolvadás szükséges.
IMPULZUS MÓD: precíziós hegesztés vékony anyagokhoz. Az AWI (argon védőgázas wolfrámelektródás ívhegesztés) impulzus üzemmód egy fejlett hegesztéstechnológiai megoldás, amely lehetővé teszi a hegesztés hőbevitelének precíz szabályozását. Az impulzus mód lényege, hogy a hegesztőáram két érték között (alapáram és csúcsáram) váltakozik, meghatározott frekvenciával. Ez a váltakozás jelentős előnyöket biztosít a hagyományos, egyenáramú AWI hegesztéshez képest.
Az impulzus üzemmód egyik legnagyobb előnye, hogy korlátozza a hegesztőmedence hőmérsékletét, így csökkenti a munkadarabba jutó összesített hőmennyiséget. Ennek köszönhetően jelentősen mérséklődik az anyag deformációja, amit főként vékony lemezek hegesztésénél tapasztalhatunk. A hagyományos hegesztés során ezek az anyagok könnyen eldeformálódhatnak vagy kiéghetnek a túlzott hőhatás miatt.
Az impulzus mód lehetővé teszi, hogy a hegesztés során erősebb beolvadást érjünk el a csúcsáram segítségével, míg az alapáram idején az ív stabil marad, és nem hevül túl az anyag. Ez a váltakozás nemcsak az anyag védelmét szolgálja, hanem szebb varratképet és jobb varratminőséget is eredményez. További előnye, hogy az impulzus mód segíti a hegfürdő jobban kontrollálhatóvá tételét, így különösen hasznos lehet függőleges vagy fej feletti pozícióban történő hegesztésnél is. Ezenkívül a kezdő hegesztők számára is segítséget jelenthet, mivel könnyebb a varrat egyenletes kialakítása.
Anti-Sticking - ragadás gátlás:
Ha az elektróda letapad, lecsökkenti a hegesztő áramot, ezáltal nem izzik fel, így leválasztható az anyagról.
Hot-Start - gyújtás könnyítés:
Gyors gyújtóáram növelés az ív kialakulásáig. Így könnyebben begyújthatók a nehezebb hegesztő elektródák is.
Arc-Force - ívstabilizálás:
Az ívhossztól függően szükség szerint csökkenti, vagy növeli a hegesztő áramot.
HF - NAGYFREKVENCIÁS ÍVGYÚJTÁS:
A hegesztőív az anyag megérintése nélkül a nyomógomb megnyomásával áramfelfutással jön létre. Mivel a gázszelep a hegesztőgépben van, ezért normál (nem szelepes) AWI pisztoly használható.
LIFT TIG AWI gyújtás:
Más néven emelős ívgyújtásnak is nevezik. A hegesztőív az anyag megérintésével, majd a hegesztőpisztoly megemelésével, áramfelfutással jön létre így elkerülhető a „kihegyezett” Wolframelektróda lekerekedése és nem kelt rádiófrekvenciás zavart, tehát olyan hegesztő szakemberek is használhatják, akik pacemaker-rel rendelkeznek.
VRD - alacsony üresjárati feszültség:
Hegesztéstechnikai szempontból veszélyes környezetben (csövekben, tartályokban) történő munkavégzéshez. A készülék a kb. 60 V-os üresjárati feszültséget 25 V körüli értékre csökkenti.
2/4 takt:
A 2 takt-os invertereknél a teljes hegesztési idő alatt nyomva kell tartani a gombot, míg a 4 takt-os invertereknél csak a hegesztés elején és végén. Emellett a 4 takt-os gépeknél több előnyös beállítás is aktiválható. (Lábpedál csak 2T módban használható. A lábpedál nem tartozik a szállítási terjedelembe!)
SPOT mód:
Pontozásos hegesztés mellyel egyenlő távolságokra pontszerű varratokat készíthet. A SPOT módot leginkább vékony lemezek ponthegesztésére használják. Könnyen deformálódó anyagoknál a hőbevitel pontosan szabályozható.
Gázelőöblítés: a pisztolyban lévő gomb megnyomásától és a gázszelep kinyitásától az ív meggyulladásáig tartó idő.
Általában 0,5 másodpercnél többnek kell lennie.
Gázutánöblítés: az ív kioltásától a gázszelep elzárásáig tartó idő a megszilárdult hegesztőmedence levegőtől való elfedésére és a wolframelektróda hűtésére. A túl rövid kifolyási idő a varrat oxidációját okozhatja.
ÜZEMI CIKLUS (impulzusüzem):

Az impulzus időtartama, lehetővé teszi a behatolás mélységének beállítását. A szélesség növelése növeli a behatolás mélységét, a csökkentés csökkenti az anyagba jutó hő mennyiségét, csökkentve a vékonyabb lapok vagy kisebb elemek megégésének kockázatát.
AC FREKVENCIA:

A funkció alumínium hegesztésénél hasznos. Minél nagyobb a frekvencia, annál fókuszáltabb lesz az ív.
Az impulzus üzemmód egyik legnagyobb előnye, hogy korlátozza a hegesztőmedence hőmérsékletét, így csökkenti a munkadarabba jutó összesített hőmennyiséget. Ennek köszönhetően jelentősen mérséklődik az anyag deformációja, amit főként vékony lemezek hegesztésénél tapasztalhatunk. A hagyományos hegesztés során ezek az anyagok könnyen eldeformálódhatnak vagy kiéghetnek a túlzott hőhatás miatt.
Az impulzus mód lehetővé teszi, hogy a hegesztés során erősebb beolvadást érjünk el a csúcsáram segítségével, míg az alapáram idején az ív stabil marad, és nem hevül túl az anyag. Ez a váltakozás nemcsak az anyag védelmét szolgálja, hanem szebb varratképet és jobb varratminőséget is eredményez. További előnye, hogy az impulzus mód segíti a hegfürdő jobban kontrollálhatóvá tételét, így különösen hasznos lehet függőleges vagy fej feletti pozícióban történő hegesztésnél is. Ezenkívül a kezdő hegesztők számára is segítséget jelenthet, mivel könnyebb a varrat egyenletes kialakítása.
Anti-Sticking - ragadás gátlás:
Ha az elektróda letapad, lecsökkenti a hegesztő áramot, ezáltal nem izzik fel, így leválasztható az anyagról.
Hot-Start - gyújtás könnyítés:
Gyors gyújtóáram növelés az ív kialakulásáig. Így könnyebben begyújthatók a nehezebb hegesztő elektródák is.
Arc-Force - ívstabilizálás:
Az ívhossztól függően szükség szerint csökkenti, vagy növeli a hegesztő áramot.
HF - NAGYFREKVENCIÁS ÍVGYÚJTÁS:
A hegesztőív az anyag megérintése nélkül a nyomógomb megnyomásával áramfelfutással jön létre. Mivel a gázszelep a hegesztőgépben van, ezért normál (nem szelepes) AWI pisztoly használható.
LIFT TIG AWI gyújtás:
Más néven emelős ívgyújtásnak is nevezik. A hegesztőív az anyag megérintésével, majd a hegesztőpisztoly megemelésével, áramfelfutással jön létre így elkerülhető a „kihegyezett” Wolframelektróda lekerekedése és nem kelt rádiófrekvenciás zavart, tehát olyan hegesztő szakemberek is használhatják, akik pacemaker-rel rendelkeznek.
VRD - alacsony üresjárati feszültség:
Hegesztéstechnikai szempontból veszélyes környezetben (csövekben, tartályokban) történő munkavégzéshez. A készülék a kb. 60 V-os üresjárati feszültséget 25 V körüli értékre csökkenti.
2/4 takt:
A 2 takt-os invertereknél a teljes hegesztési idő alatt nyomva kell tartani a gombot, míg a 4 takt-os invertereknél csak a hegesztés elején és végén. Emellett a 4 takt-os gépeknél több előnyös beállítás is aktiválható. (Lábpedál csak 2T módban használható. A lábpedál nem tartozik a szállítási terjedelembe!)
SPOT mód:
Pontozásos hegesztés mellyel egyenlő távolságokra pontszerű varratokat készíthet. A SPOT módot leginkább vékony lemezek ponthegesztésére használják. Könnyen deformálódó anyagoknál a hőbevitel pontosan szabályozható.
Gázelőöblítés: a pisztolyban lévő gomb megnyomásától és a gázszelep kinyitásától az ív meggyulladásáig tartó idő.
Általában 0,5 másodpercnél többnek kell lennie.
Gázutánöblítés: az ív kioltásától a gázszelep elzárásáig tartó idő a megszilárdult hegesztőmedence levegőtől való elfedésére és a wolframelektróda hűtésére. A túl rövid kifolyási idő a varrat oxidációját okozhatja.
ÜZEMI CIKLUS (impulzusüzem):
Az impulzus időtartama, lehetővé teszi a behatolás mélységének beállítását. A szélesség növelése növeli a behatolás mélységét, a csökkentés csökkenti az anyagba jutó hő mennyiségét, csökkentve a vékonyabb lapok vagy kisebb elemek megégésének kockázatát.
AC FREKVENCIA:
A funkció alumínium hegesztésénél hasznos. Minél nagyobb a frekvencia, annál fókuszáltabb lesz az ív.
Bemeneti feszültség: 1 x 230 V ± 10%
Frekvencia: 50 Hz
Teljesítmény: 8,7 - 10 kVA
Üres feszültség: 68 V
AWI / MMA áram tartomány: 10-200 A / 20-180 A
Bekapcsolási idő - AC:
Frekvencia: 50 Hz
Teljesítmény: 8,7 - 10 kVA
Üres feszültség: 68 V
AWI / MMA áram tartomány: 10-200 A / 20-180 A
Bekapcsolási idő - AC:
20% 200 A
60% 115 A
100% 89 A
60% 115 A
100% 89 A
Bekapcsolási idő - DC:
20% 180 A
60% 104 A
100% 80 A
60% 104 A
100% 80 A
Védelmi osztály / szigetelési osztály: IP21S / H
Méretek: 450 x 180 x 295 mm
Méretek: 450 x 180 x 295 mm
TULAJDONSÁGOK
Hegeszthető anyagok AWI módban: acél, saválló, alumínium, réz.
Rutilos, bázikus, saválló, felrakó és alumínium elektródák elhegesztése.
Nagyfrekvenciás (HF) gyújtással alkalmas egyenáramú (DC-s vagy AC / DC-s) AWI hegesztésre.
Hegeszthető anyagok AWI módban: acél, saválló, alumínium, réz.
Rutilos, bázikus, saválló, felrakó és alumínium elektródák elhegesztése.
Nagyfrekvenciás (HF) gyújtással alkalmas egyenáramú (DC-s vagy AC / DC-s) AWI hegesztésre.
Hegeszthető anyagvastagság AWI módban:
Acél: 10 mm
Saválló: 10 mm
Alumínium: 6 mm
Hegeszthető anyagvastagság MMA módban:
Acél: 10 mm
Saválló: 10 mm
Alumínium (AlSi12 elektródával): 8 mm
Ajándék tartozékok:
- AWI pisztoly
- testkábel
- munkakábel
Az ajándék tartozékokra a garancia nem terjed ki!
A műszaki adatok a gyártó által kibocsátott információk.
A paraméterek optimális körülmények között a technológiai előírások betartásával érvényesek.
Acél: 10 mm
Saválló: 10 mm
Alumínium: 6 mm
Hegeszthető anyagvastagság MMA módban:
Acél: 10 mm
Saválló: 10 mm
Alumínium (AlSi12 elektródával): 8 mm
Ajándék tartozékok:
- AWI pisztoly
- testkábel
- munkakábel
Az ajándék tartozékokra a garancia nem terjed ki!
A műszaki adatok a gyártó által kibocsátott információk.
A paraméterek optimális körülmények között a technológiai előírások betartásával érvényesek.
Vonalkód: 5999119206609

{kind=link}